Қалың қабырғалы болат құбырлар өндірушісінің қоры

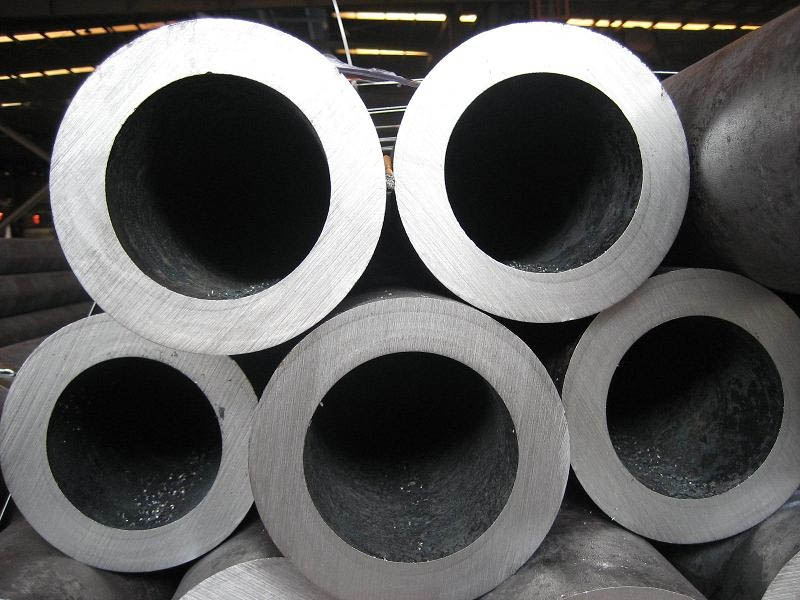
Қалың қабырғалы болат құбыр мен жұқа қабырғалы болат құбыр арасындағы ең үлкен айырмашылық болат құбыр қабырғасының қалыңдығында жатыр. Жалпы айтқанда, жұқа қабырғалы болат құбырлар суық сызылған технология, ал қалың қабырғалы болат құбырлар әдетте ыстық прокат технологиясы болып табылады. Егер ол өлшем бірлігімен ерекшеленетін болса, әдетте қабырға қалыңдығы/құбыр диаметрі 0,05-ке тең қалың қабырғалы болат құбыр мен жұқа қабырғалы болат құбыр арасындағы су айрығы, қабырғасының қалыңдығы/құбыр диаметрі 0,05-тен аз жұқа қабырғалы болат құбыр деп саналады. және диаметрі 0,05-тен жоғары қалың қабырғалы болат құбырлар. Қолдану тұрғысынан жұқа қабырғалы болат құбыр негізінен құбырда қолданылады. Қалың қабырғалы болат құбыр көбінесе қуыс бөліктердің дайындамасында қолданылады. Қысымды мойынтіректерде және маңызды құбыр желілерінде қолданылады.
Қытайда жиі қолданылатын материалдар болып табылады: 10 #, 20 #, 45 #, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, 00cr19ni11, 1Cr18Ni9, 0cr18ni11nb, Q345A, Q345B, Q345C, L245, L290, X42, X46, X70, X80.
Қабырғасы қалың болат құбырларды дәнекерлеу кезінде алдымен дәнекерленген қосылыстағы майды, бояуды, суды, тотты және т.б. тазалайды, содан кейін қабырғаның қалыңдығына сәйкес ойықтар жасайды. Қалыңдары үлкенірек, ал жіңішкелері кішірек (бұрышты тегістеуіш) ашылады, содан кейін дәнекерлеу штангасының немесе дәнекерлеу сымының диаметрінен жалпы 1-1,5 есе болатын бұйымдар арасындағы саңылау болады. Егер ойық кездейсоқ үлкенірек ашылса, оны кішірек етіп сақтауға болады. Нүктелік дәнекерлеуді кем дегенде үш нүктеде жүргізу керек. Жалпы, төрт нүктеде жұмыс істеу оңайырақ. Дәнекерлеу кезінде ол жартылай дәнекерленген болуы керек. Бастапқы нүкте төменгі нүктеден шамамен 1 см жоғары болуы керек, осылайша біріктіруді қарама-қарсы жағынан жасауға болады. Егер болат құбырдың қабырғасы қалың болса, оны қабаттастыру керек, кем дегенде екі қабат. Екінші қабат бірінші қабат тұтас шеңберге дәнекерленгеннен кейін ғана дәнекерлеуге болады.
Дөңгелек түтік дайындамасы → қыздыру → пирсинг → үш орамды көлденең илемдеу, үздіксіз илемдеу немесе экструзия → құбырды аршу → өлшемді анықтау (немесе азайту) → салқындату → түзету → гидростатикалық сынақ (немесе ақауларды анықтау) → таңбалау
Болат құбырдың қабырғасының қалыңдығы 12,5 мм-ден аспаса, дәнекерлеу тігісі 3,0 мм-ден аспайды; Болат құбырдың қабырғасының қалыңдығы 12,5 мм-ден асса, дәнекерлеу тігісі 3,5 мм-ден аспауы керек.
Номиналды сыртқы диаметрі 168,3 мм-ден аспайтын болат құбыр түзу немесе жеткізуші мен сатып алушы келіскен иілу индексіне сәйкес болуы керек.
Номиналды сыртқы диаметрі 168,3 мм-ден асатын болат құбырлар үшін қисықтық болат құбырдың жалпы ұзындығының 0,2% аспауы керек.
Құбырдың ұшында қабырғасының қалыңдығы 4 мм-ден асатын болат құбыр үшін құбырдың ұшын 30 ° + 5 ° 0 ° ойықпен, 1,6 мм ± 0,8 мм түбірмен өңдеуге болады, ал құбыр шетінің еңісі төменірек. немесе 5 мм-ге тең.





